NEW HERE
Registration is free and easy!
Danh mục
Báo giá
Bài viết
Độ dày lớp mạ kẽm nhúng nóng
Quy trình phun sơn tĩnh điện
Tôn Zam là gì?
Tôn kẽm là gì?
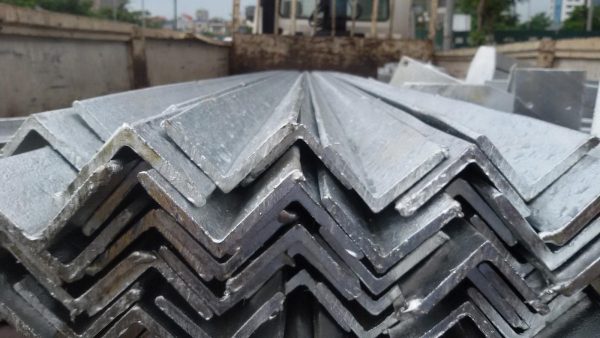
Quy trình mạ kẽm nhúng nóng
Thép cán nguội là gì?
Thép cán nóng là gì?
Tiêu chuẩn UL là gì?
Máng cáp là gì ?