


Khả năng hàn của ZAM
Cũng như các tấm thép tráng kẽm khác, khả năng hàn của ZAM bị ảnh hưởng bởi lớp phủ của nó là kim loại có nhiệt độ nóng chảy thấp. Trong hàn hồ quang, ZAM dễ bị lỗ thủng, suy giảm độ bền mối nối và các khiếm khuyết khác do vết nứt gây ra hơn so với thép tấm cán nóng và cán nguội.
Tuy nhiên, ZAM có thể được hàn vào các mối nối với độ bền thích hợp trong điều kiện thích hợp. Ngay cả trong hàn điểm, có thể đạt được độ bền thích hợp trong điều kiện thích hợp.
Vì các yếu tố bao gồm loại máy hàn và hình dạng của mối nối ảnh hưởng đến chất lượng của mối hàn,nên các thử nghiệm cần được thực hiện trước để thiết lập các thông số và quy trình hàn tối ưu.
Các yếu tố ảnh hưởng chất lượng mối hàn
1. Máy hàn
ZAM có thể được hàn bằng máy hàn sẵn có. Môi trường hàn có thể được cải thiện với việc sử dụng các máy hàn được điều khiển bằng biến tần do các nhà sản xuất thiết bị phát triển để giảm các mảnh vụn.
2. Dây hàn
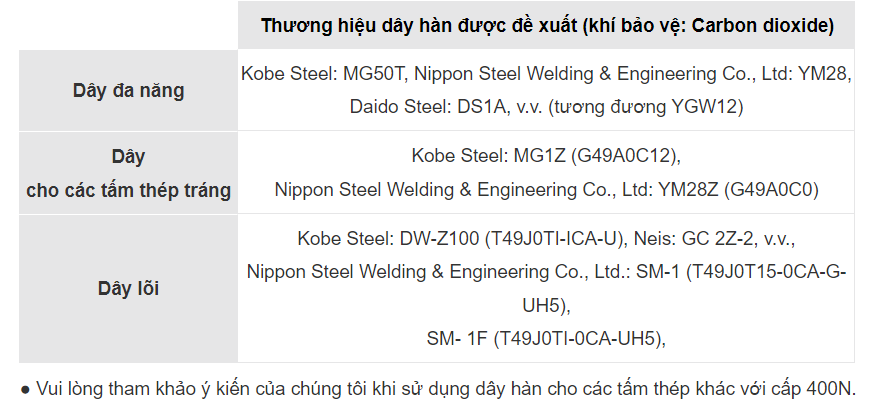
Có thể sử dụng dây hàn cho thép cacbon và thép kết cấu. Tuy nhiên, để giảm các mảnh vụn, lỗ thổi, vết rỗ và các khuyết tật khác, nên sử dụng dây hàn được phát triển đặc biệt cho thép mạ kẽm.
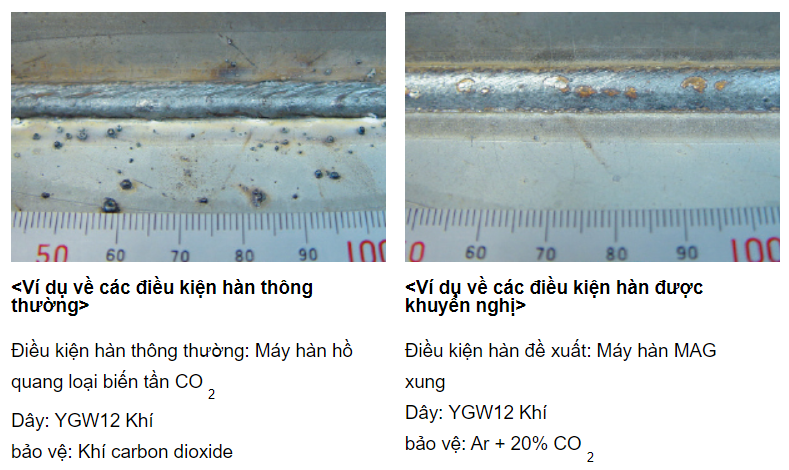
3. Khí bảo vệ
Carbon dioxide loại thứ ba được quy định trong JIS K 1106 được sử dụng. (Sự kết hợp của dòng điện xung và khí Ar + 20% CO 2 sẽ có xu hướng làm giảm các tia phóng xạ ở mức độ lớn hơn.)
4. Dòng điện và điện áp hàn
Khi hàn ZAM ® với tốc độ tương tự như trong trường hợp thép tấm cán nóng hoặc cán nguội, nhiệt độ hàn ban đầu nên được đặt cao hơn một chút vì lượng nhiệt được hấp thụ nhiều hơn do bay hơi của vật liệu phủ (dòng điện tăng thêm 5% -10%).
5. Tốc độ hàn
Khi phát hiện thấy các khuyết điểm như lỗ thủng hoặc vết rỗ, tốc độ hàn nên được đặt thấp hơn so với trường hợp thép tấm cán nóng hoặc cán nguội. Hạt tốt có thể được tạo ra nếu tốc độ hàn đủ chậm để giải phóng hơi kẽm từ bề mặt của hồ kim loại nóng chảy.
6. Lắp đặt các khoảng trống
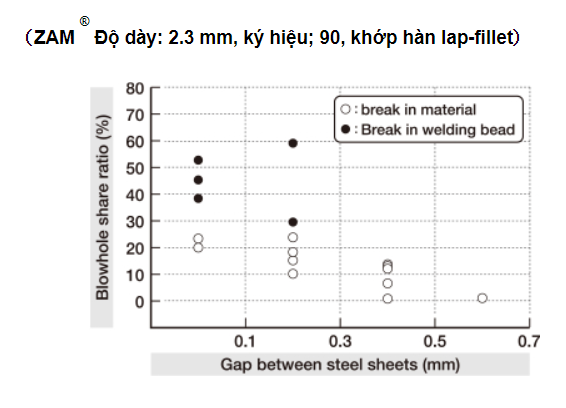
Hàn fillet có xu hướng thường xuyên gây ra các khuyết điểm như lỗ thổi hoặc hố. Biện pháp khắphục hiệu quả nhất là thiết lập các khe hở giữa các tấm thép. Khoảng cách 0,6 mm hoặc rộng hơn giúp giảm đáng kể những khuyết đểm này.
Dây hàn được khuyến nghị cho lớp nền 400N
Ví dụ về các khoảng hở cho các phương pháp bịt lỗ thổi (mối nối hàn lap-fillet)

Giảm khuyết điểm mối hàn có khe hở
 Hàn điểm
Hàn điểm
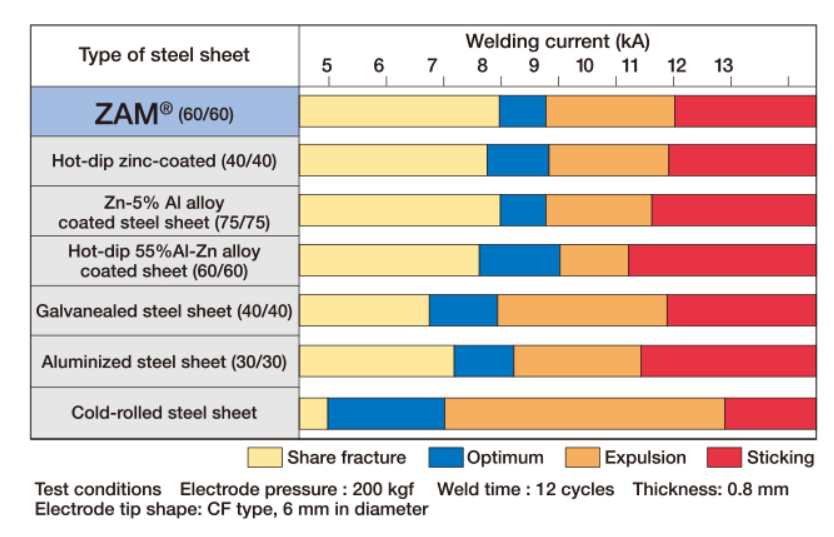
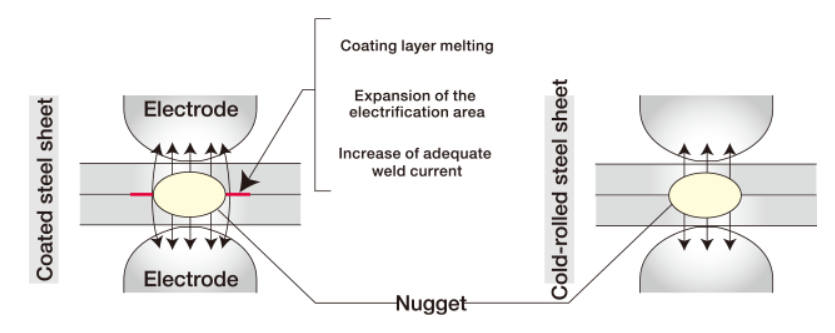
Khi một tấm thép phủ được hàn điểm, đường dẫn năng lượng sẽ mở rộng do lớp phủ bị nóng chảy, dẫn đến giảm mật độ dòng điện. Do đó, cần sử dụng dòng điện hàn lớn hơn so với trường hợp thép tấm cán nguội.
Kẽm có trong lớp mạ phản ứng với hợp kim đồng được sử dụng cho các điện cực, làm cho các điện cực bị mài mòn nhanh chóng, làm giảm tuổi thọ của chúng. Vì lý do này, hãy nắm bắt trước li fe của các điện cực và định kỳ sửa chữa hoặc thay thế chúng.
Ví dụ về điều kiện hàn điểm đối với các loại thép tấm phủ khác nhau
Hàn điểm của tấm thép phủ (sơ đồ)
 Chất lượng mối hàn
Chất lượng mối hàn
Để có được các mối nối không có khuyết điểm với đủ độ bền của mối hàn và cấu trúc mặt cắt bên trong mong muốn, cần tiến hành hàn trong các điều kiện thích hợp
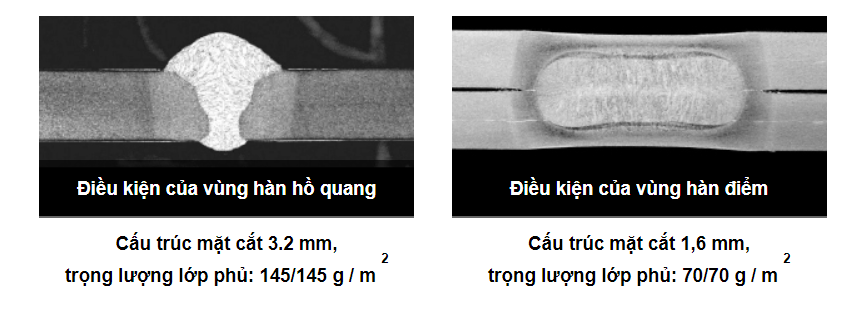
Hình ảnh về sự xuất hiện của hạt
Nguồn: Nippon Steel